- no.8, estrada Zaolin,
rua longxiang,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- TransferênciasBrochuras em PDF
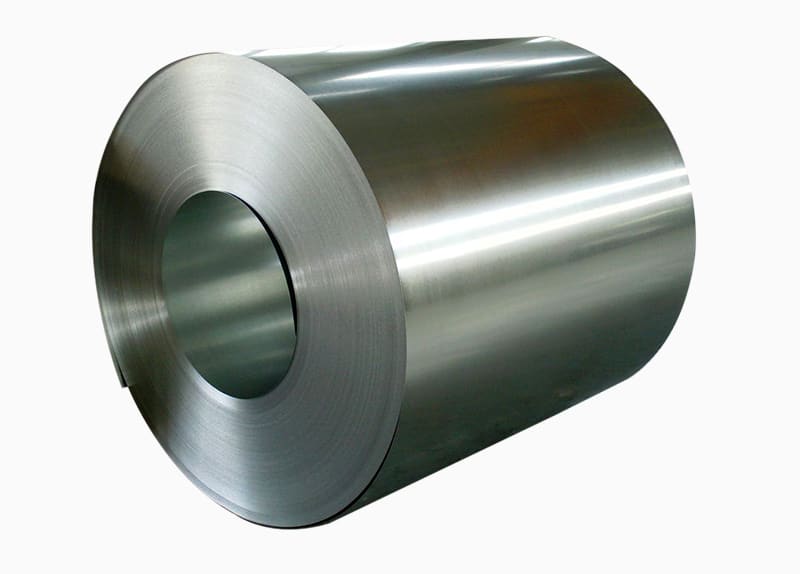
Bobinas de aço com revestimento colorido - também amplamente conhecidas como bobinas de aço pré-pintadas, bobinas de PPGI (ferro galvanizado pré-pintado) ou aço laminado com revestimento colorido - são bobinas de aço que foram processadas por meio de uma linha contínua de revestimento de bobinas onde uma ou ambas as superfícies são limpas, tratadas quimicamente, preparadas e acabadas com uma ou mais camadas de revestimento orgânico antes de serem enroladas novamente para envio. O processo produz um revestimento consistente, controlado pela fábrica, que é muito mais uniforme e durável do que a pintura pós-fabricação aplicada em peças cortadas ou moldadas.
O substrato base utilizado para bobinas de aço revestidas de cor pode variar significativamente dependendo da aplicação pretendida. O substrato mais comum é o aço galvanizado por imersão a quente (GI), que fornece proteção contra corrosão à base de zinco sob o revestimento orgânico. Outros substratos incluem galvalume (aço revestido com liga de alumínio-zinco, também conhecido como AZ ou Zincalume), aço eletrogalvanizado, aço laminado a frio (CR) e, ocasionalmente, aço laminado a quente, decapado e oleado (HRPO) para usos industriais de calibre mais pesado. A combinação de revestimento metálico e acabamento orgânico proporciona aos produtos de bobinas de aço com revestimento colorido uma defesa multicamadas contra corrosão, degradação UV e danos mecânicos.
O processo de revestimento de bobinas – às vezes chamado de linha contínua de revestimento de bobinas ou processo CCL – é uma operação de fabricação altamente automatizada e de alta velocidade que aplica revestimentos a tiras de aço em velocidades de linha que normalmente variam de 60 a 150 metros por minuto. Compreender as etapas de produção ajuda os compradores a avaliar as reivindicações de qualidade e a entender por que os produtos revestidos em bobina se comportam de maneira diferente do aço pintado convencionalmente.
A tira de aço passa primeiro por uma série de estágios de limpeza que removem óleos de laminação, óxidos superficiais e contaminantes usando produtos de limpeza alcalinos e enxágues com água. Isto é seguido por um estágio de pré-tratamento químico - normalmente um revestimento de conversão de cromato, livre de cromato (à base de zircônio ou titânio) ou fosfato de ferro - que cria uma superfície quimicamente ativa que promove a adesão da camada de primer e fornece barreira adicional proteção contra corrosão sob o filme. A escolha da química de pré-tratamento tornou-se cada vez mais importante à medida que a pressão regulatória empurra a indústria para sistemas livres de cromato.
Após o pré-tratamento, uma camada de primer é aplicada por rolo em um ou ambos os lados da tira. O primer - normalmente uma formulação à base de epóxi, poliuretano ou poliéster - serve como camada de adesão entre o pré-tratamento e o acabamento e geralmente incorpora pigmentos inibidores de corrosão, como cromato de estrôncio ou fosfato de zinco. A tira preparada é então passada através de um forno de cura onde é aquecida a uma temperatura máxima do metal (PMT) de aproximadamente 200–240°C para cura térmica. A espessura típica da película seca do primer varia de 5 a 8 mícrons.
O acabamento é aplicado sobre o primer curado por uma segunda estação de revestimento com rolo. Esta é a camada que fornece cor, brilho e desempenho superficial da bobina de aço pré-pintada acabada. Após a aplicação, a tira passa por um segundo forno de cura – novamente para um PMT normalmente de 220–250°C, dependendo do sistema de resina – e é então temperada com água para resfriar rapidamente a tira revestida antes de ser novamente enrolada. Uma camada posterior é frequentemente aplicada no verso durante a fase de primer ou acabamento para fornecer proteção contra corrosão e conformabilidade na face não visível.
O sistema de resina de acabamento é o determinante mais importante do desempenho contra intempéries, flexibilidade, resistência química e vida útil de um produto de aço com revestimento colorido. Diferentes químicas de resina oferecem perfis de desempenho distintos, adequados para diferentes usos finais e condições de exposição.
O poliéster padrão é a resina de acabamento mais utilizada na indústria de bobinas de aço com revestimento colorido devido ao seu baixo custo, excelente processabilidade, boa gama de cores e desempenho adequado para aplicações internas e externas leves. A espessura típica do filme seco é de 15–25 mícrons. Os revestimentos PE padrão têm resistência UV limitada e geralmente não são recomendados para aplicações arquitetônicas externas com vida útil superior a 10 anos em ambientes agressivos. Eles são mais comumente usados para telhados internos, revestimentos industriais em geral, painéis de eletrodomésticos e prateleiras.
Os revestimentos de poliéster modificado com silício incorporam resina de silicone na estrutura do poliéster, melhorando significativamente a resistência aos raios UV e ao calor em comparação com o PE padrão. Os revestimentos SMP são amplamente utilizados para aplicações de coberturas e revestimentos externos em climas moderados, oferecendo vida útil normalmente avaliada entre 15 e 20 anos para retenção de cor e resistência ao calcário. A espessura do filme é semelhante ao PE padrão em 20–25 mícrons. O SMP oferece um bom equilíbrio entre desempenho e custo para aplicações de construção convencionais.
As resinas HDP são formuladas com estruturas de poliéster de maior peso molecular e pacotes otimizados de estabilizador de UV para oferecer melhor desempenho contra intempéries em relação ao PE padrão, sem o custo adicional total do PVDF. Os revestimentos HDP são cada vez mais especificados como uma opção econômica de médio porte para aplicações externas onde o desempenho do SMP é limítrofe, mas a especificação completa do PVDF não é comercialmente justificada. As reivindicações de vida útil típicas são de 20 a 25 anos para resistência ao giz em climas moderados.
Os revestimentos à base de PVDF — vendidos sob nomes comerciais como Kynar 500 e Hylar 5000 — representam o nível premium de acabamentos de bobinas de aço com revestimento colorido e são referência para aplicações arquitetônicas de longa duração. A estrutura de fluoropolímero oferece resistência excepcional à radiação UV, escamação, desbotamento da cor, ataque químico e retenção de sujeira. As formulações padrão contêm 70% de resina PVDF e 30% de acrílico. A espessura do filme é normalmente de 25 a 27 mícrons para um sistema padrão de duas camadas. As bobinas de aço coloridas revestidas com PVDF são especificadas para coberturas arquitetônicas de alta qualidade, paredes de cortina e revestimentos de fachadas, onde são necessários períodos de garantia de 30 a 40 anos. As resinas de éter fluoroetileno vinílico (FEVE) oferecem desempenho comparável e estão ganhando participação de mercado em revestimentos arquitetônicos à base de solvente.
Os revestimentos de plastisol são revestimentos espessos à base de PVC aplicados em espessuras de filme seco de 100 a 200 mícrons, produzindo uma superfície altamente texturizada com excelente resistência a arranhões, conformabilidade e propriedades de amortecimento acústico. Eles são comumente especificados para telhas, revestimentos de paredes e edifícios agrícolas nos mercados do norte da Europa. As principais limitações do Plastisol são a resistência UV relativamente baixa em comparação com o PVDF e uma tendência a formar giz em ambientes com alto UV, embora as variantes estabilizadas aos UV tenham melhorado significativamente a durabilidade ao ar livre.
Bobinas de aço com revestimento colorido são produzidas e comercializadas de acordo com uma série de padrões nacionais e internacionais que definem o grau do substrato, o peso do revestimento, as propriedades mecânicas e a qualidade da superfície. A familiaridade com os padrões mais importantes evita erros de especificação e mal-entendidos na cadeia de fornecimento.
| Padrão | Região | Escopo |
| EN 10169 | Europa | Produtos planos de aço com revestimento orgânico contínuo — requisitos e testes |
| ASTM A755 | EUA | Chapa de aço com revestimento metálico pelo processo de imersão a quente e pré-pintada pelo processo de coil-coating |
| JIS G3312 | Japão | Chapas e bobinas de aço pré-pintadas com revestimento de zinco por imersão a quente e liga de zinco-ferro |
| GB/T 12754 | China | Chapas e tiras de aço com revestimento colorido — padrão nacional que abrange produtos PPGI e PPGL |
| COMO 1397 | Austrália/Nova Zelândia | Chapas e tiras de aço — revestidas com zinco por imersão a quente ou revestidas com alumínio/zinco, relevantes para Colorbond e produtos PPGL semelhantes |
Ao adquirir bobinas de aço com revestimento colorido internacionalmente – especialmente de usinas chinesas ou do sudeste asiático – é essencial confirmar em qual padrão o produto é produzido, já que os graus de propriedades mecânicas, os pesos do revestimento de zinco e as tolerâncias de espessura do filme variam significativamente entre os padrões. Sempre solicite certificados de teste de moinho (MTCs) que façam referência explícita ao padrão aplicável e incluam valores medidos para peso do revestimento de zinco, espessura de película seca, nível de brilho e resultados de testes de curvatura em T.

A compra de bobinas de aço laminado com revestimento colorido sem revisar cuidadosamente as especificações técnicas é uma das fontes mais comuns de problemas de desempenho e disputas de garantia na construção e fabricação. Aqui estão os parâmetros críticos para especificar e verificar:
As bobinas de aço com revestimento colorido são um dos materiais de construção e industriais mais versáteis disponíveis, atendendo a uma notável variedade de mercados finais. Compreender onde e como eles são usados ajuda os compradores a alinhar as especificações do produto com os requisitos reais do serviço.
A construção é, de longe, o maior setor de utilização final de bobinas de aço com revestimento colorido em todo o mundo, consumindo cerca de 60-70% da produção total. As aplicações incluem telhas perfiladas, painéis de revestimento de parede, sistemas de cobertura com costura vertical, painéis sanduíche compostos, fachadas com tela de chuva, sistemas de calhas e águas pluviais e componentes de estruturas de aço. Para coberturas e revestimentos, substratos PPGL (galvalume pré-pintado) à base de galvalume com acabamentos SMP ou PVDF são cada vez mais preferidos em relação ao PPGI galvanizado devido à superior resistência à corrosão de ponta do revestimento de liga de alumínio-zinco.
Geladeiras, máquinas de lavar, unidades de ar condicionado, fornos de micro-ondas e máquinas de lavar louça usam painéis de aço com revestimento colorido para componentes de carcaça externa e interna. A bobina de aço pré-pintada para eletrodomésticos exige excelente resistência a arranhões, resistência química a detergentes e produtos de limpeza, aparência de superfície lisa e cor consistente em altos volumes de produção. Os revestimentos à base de poliéster e poliuretano são mais comumente usados, geralmente com tratamentos especiais de superfície anti-impressão digital ou antibacteriana para painéis visíveis.
Reboques de caminhões, vagões ferroviários, painéis de carrocerias de ônibus, portas de contêineres e revestimentos de contêineres são fabricados com bobinas de aço com revestimento colorido. Essas aplicações exigem alta resistência ao impacto, boa conformabilidade para formatos complexos de painéis e durabilidade sob repetidos esforços mecânicos e exposição a intempéries. Revestimentos espessos de plastisol ou poliéster de alta espessura são frequentemente especificados neste setor por sua superior resistência a lascas e abrasão.
Estantes de armazenamento de aço, sistemas de prateleiras, painéis de armários, móveis de escritório, portas de garagem e gabinetes industriais são produzidos a partir de bobinas de aço com revestimento colorido em grandes volumes. Nessas aplicações, a eficiência de custos é o principal fator, e os revestimentos de poliéster padrão em substrato galvanizado Z100–Z140 são normalmente adequados. A consistência da cor e a qualidade da superfície são importantes onde os produtos acabados serão visíveis em ambientes de varejo ou de escritório.
Os dois tipos de substrato dominantes para bobinas de aço com revestimento colorido – PPGI (ferro galvanizado pré-pintado, revestido de zinco) e PPGL (galvalume pré-pintado, revestido de alumínio-zinco) – são frequentemente confundidos ou usados de forma intercambiável pelos compradores, mas têm perfis de desempenho significativamente diferentes que devem orientar a seleção do substrato.
| Propriedade | PPGI (galvanizado) | PPGL (Galvalume/AZ) |
| Composição de revestimento metálico | Zinco puro (99% Zn) | 55% Al, 43,5% Zn, 1,5% Si |
| Resistência à corrosão em superfícies planas | Bom | Excelente (2–4× melhor que GI) |
| Resistência à corrosão de ponta | Excelente (proteção sacrificial de zinco) | Moderado (ação menos sacrificial) |
| Resistência ao calor | Moderado (o zinco derrete a 420°C) | Bom (Al content raises resistance) |
| Formabilidade | Muito bom | Bom (slightly less ductile) |
| Custo relativo | Inferior | Um pouco mais alto |
| Mais adequado para | Eletrodomésticos, construção geral, uso interior | Coberturas de longa duração, ambientes costeiros e agressivos |
Para a maioria das aplicações de coberturas e revestimentos exteriores de longa duração - particularmente em ambientes costeiros, industriais ou tropicais - o PPGL é o substrato preferido devido à sua resistência geral à corrosão significativamente melhor. Onde as chapas perfiladas são cortadas no local e a proteção das bordas de corte é uma preocupação principal, a ação sacrificial do zinco da PPGI oferece uma vantagem. Em muitos mercados, ambos os tipos de substrato são oferecidos no mesmo sistema de revestimento e faixa de cores, portanto a escolha é uma decisão direta de desempenho versus custo com base no ambiente de exposição específico.
Bobinas de aço pré-pintadas são suscetíveis a diversas formas de danos durante o armazenamento e manuseio, que são totalmente evitáveis com procedimentos adequados. Os danos sofridos nesta fase são muitas vezes irreversíveis e resultam na dispendiosa rejeição de materiais ou na redução do desempenho do serviço.
Com alto desempenho antiferrugem, eles são muito usados ...

O nome completo da BOBINA PPGI / PPGL é bobina de aço gal...
Porto:Zhejiang,China Vantagens de nossa bobina de aço ...

APLICAÇÃO DO PPGI Construção: Exterior: Oficina, armaz...




