- no.8, estrada Zaolin,
rua longxiang,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- TransferênciasBrochuras em PDF
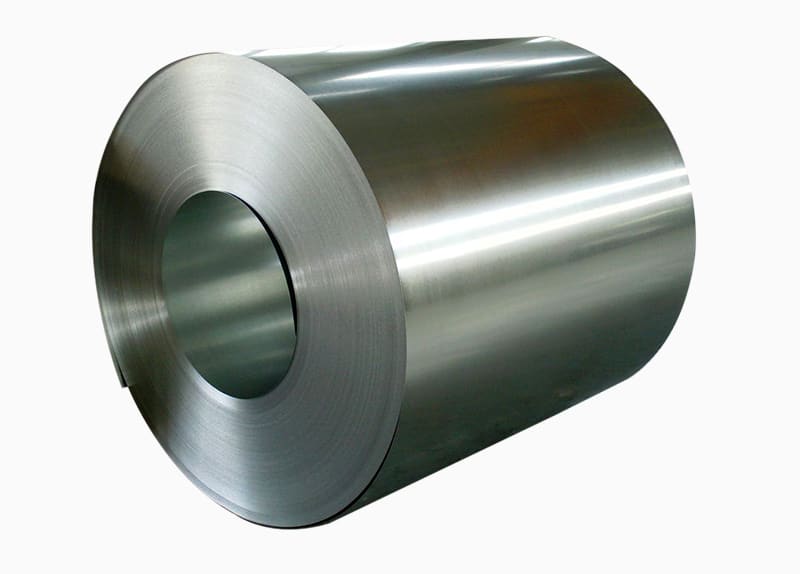
A jornada de uma bobina de aço começa muito antes de ela chegar a uma fábrica ou canteiro de obras. Começa com matérias-primas – minério de ferro, carvão metalúrgico e calcário – alimentadas em um alto-forno, onde são fundidas em ferro-gusa líquido a temperaturas superiores a 1.480°C (2.700°F). O ferro fundido é então transferido para um forno básico de oxigênio (BOF) ou forno elétrico a arco (EAF), onde as impurezas são removidas e o teor de carbono é cuidadosamente ajustado para produzir aço líquido com a composição desejada.
O aço líquido é continuamente fundido em placas espessas – normalmente com 200 a 250 mm de espessura e até 2 metros de largura. Essas placas são o ponto de partida para todos os produtos laminados planos de aço, incluindo bobinas. Após a fundição, as placas são processadas imediatamente ou reaquecidas em forno de reaquecimento de placas antes de entrarem no laminador de tiras a quente, equipamento mais diretamente responsável pela produção de bobinas de aço laminadas a quente.
No laminador de tiras a quente, a placa reaquecida é progressivamente comprimida entre uma série de suportes de laminação, cada um reduzindo a espessura enquanto a tira se alonga e acelera. No momento em que a tira sai das bancadas de acabamento, ela pode estar viajando a velocidades de 80 km/h ou mais e foi reduzida de uma placa de 250 mm para uma tira fina de até 1,5 mm. A tira é então resfriada em uma mesa de saída usando sprays de água controlados antes de ser enrolada em uma bobina por um downcoiler. A temperatura de enrolamento é cuidadosamente gerenciada porque afeta diretamente a microestrutura e as propriedades mecânicas do produto final.
As bobinas laminadas a quente podem ser vendidas diretamente para muitas aplicações, mas para usos que exigem tolerâncias mais rígidas, melhor qualidade de superfície ou maior resistência, é necessário processamento adicional. A bobina laminada a quente é primeiro decapada – passada por um banho de ácido clorídrico ou sulfúrico – para remover a incrustação de óxido da superfície. Isso produz uma bobina decapada e oleada (P&O), que pode ser usada diretamente ou enviada para laminação a frio.
No laminador a frio, a espessura da tira decapada é reduzida ainda mais à temperatura ambiente, normalmente em 50-90% de sua espessura de entrada. Isso melhora drasticamente o nivelamento, o acabamento superficial e a precisão dimensional, ao mesmo tempo que aumenta o limite de escoamento por meio do endurecimento por trabalho. A bobina laminada a frio é então recozida – aquecida em um forno de atmosfera controlada – para restaurar a ductilidade perdida durante o trabalho a frio. As modernas linhas de recozimento contínuo podem processar bobinas em alta velocidade, enquanto o recozimento em lote (usando fornos tipo sino) é usado para produtos que exigem uma têmpera muito suave.
Após o recozimento, as bobinas laminadas a frio normalmente passam por uma passagem de laminação de têmpera – uma leve redução de cerca de 0,5–2% – o que elimina o alongamento do ponto de escoamento (um fenômeno que causaria marcações na superfície chamadas linhas de Lüders durante a conformação) e ajusta o acabamento superficial e o nivelamento da tira. Bobinas com defeitos de planicidade também podem ser processadas através de uma linha de nivelamento de tensão, que estica a tira para remover ondas, conjunto de bobinas ou besta.
Uma grande proporção das bobinas de aço utilizadas em todo o mundo recebe um revestimento protetor ou decorativo antes de chegar ao usuário final. As linhas de revestimento são operações contínuas e de alta velocidade onde a tira de aço é limpa, pré-tratada, revestida e seca ou curada em uma única passagem pela linha. O tipo de revestimento aplicado determina a resistência à corrosão, a conformabilidade, a capacidade de pintura e a aparência superficial do produto final.
Em uma linha contínua de galvanização por imersão a quente, a tira de aço é limpa e recozida em uma atmosfera protetora antes de ser submersa em um banho de zinco fundido a aproximadamente 460°C. À medida que a tira sai do recipiente de zinco, facas de ar removem o excesso de zinco para controlar a espessura do revestimento. O peso do revestimento de zinco — expresso em gramas por metro quadrado (g/m²) — varia de Z60 (60 g/m²) para aplicações internas leves a Z275 (275 g/m²) para usos externos ou estruturais exigentes. O zinco liga-se metalurgicamente à superfície do aço, proporcionando proteção de barreira, bem como proteção catódica (sacrificial) que evita a propagação da ferrugem mesmo se o revestimento estiver arranhado.
O revestimento de bobinas é um dos processos de pintura mais eficientes na fabricação. A tira de aço passa por uma série de estágios de pré-tratamento químico, aplicação de primer e aplicação de acabamento usando laminadores, com fornos de cura entre cada estágio. Todo o processo acontece em uma única passagem contínua em velocidades de tira de até 200 metros por minuto. O resultado é uma bobina de aço pré-pintada com acabamento altamente consistente e durável que elimina a necessidade de pintura pós-fabricação. Os revestimentos incluem poliéster, PVDF (fluoreto de polivinilideno), SMP (poliéster modificado com silício) e plastisol, cada um oferecendo diferentes compensações em termos de flexibilidade, resistência UV e resistência química.
As bobinas de aço são classificadas de acordo com padrões nacionais e internacionais que definem composição química aceitável, propriedades mecânicas, tolerâncias dimensionais e qualidade superficial. Os principais sistemas de padrões que você encontrará são:
| Sistema Padrão | Origem | Exemplos de notas comuns | Uso típico |
| JIS (Padrão Industrial Japonês) | Japão | SPCC, SPCD, SGCC, SGHC | Automotivo, eletrodomésticos, construção |
| EN (Norma Europaia) | Europe | DC01, DC04, DX51D, S355 | Produtos de conformação geral, estruturais e revestidos |
| ASTM (Sociedade Americana de Testes e Materiais) | EUA | A1008, A1011, A653, A36 | Produtos de construção, industriais e galvanizados |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Estrutural, conformação a frio, desenho |
Muitas dessas designações de classe são essencialmente equivalentes em termos de desempenho do material, embora as convenções de nomenclatura sejam diferentes. Por exemplo, JIS SPCC, EN DC01 e ASTM A1008 CS Tipo B são todos aços laminados a frio de qualidade comercial padrão com propriedades amplamente semelhantes. Ao trabalhar em cadeias de fornecimento internacionais, sempre solicite documentação de referência cruzada ou peça ao seu metalúrgico para confirmar a equivalência antes de substituir as classes.

As bobinas de aço são a espinha dorsal da fabricação moderna. A grande versatilidade do aço laminado plano — nas suas diversas formas, classes e revestimentos — significa que ele aparece em praticamente todos os setores da economia. Aqui está uma olhada nas áreas de aplicação mais significativas:
A indústria automotiva é uma das maiores consumidoras de bobinas de aço em todo o mundo. Bobinas laminadas a frio e galvanizadas são estampadas em painéis de carroceria, revestimentos de portas, capôs, pára-lamas e reforços estruturais. Bobinas de aço de alta e ultra-alta resistência (UHSS) — com limites de escoamento superiores a 600 MPa — são cada vez mais usadas em peças críticas para a segurança, como pilares B, vigas de portas e reforços de pára-choques, onde absorvem a energia de colisão enquanto permitem que as montadoras reduzam o peso e cumpram as metas de economia de combustível.
Bobinas de aço pré-pintadas e galvanizadas são transformadas em painéis de telhado, revestimento de parede, terças, pinos de estrutura de aço e rufos. As bobinas estruturais laminadas a quente são cortadas e formadas em seções ocas, ângulos e canais usados em edifícios com estrutura de aço, armazéns e estruturas industriais. A procura do sector da construção por bobinas revestidas é fortemente impulsionada pela necessidade de envolventes de construção duradouras e de baixa manutenção em todas as condições climáticas.
Tambores de máquinas de lavar, armários de geladeira, forros de forno e carcaças de ar condicionado são todos feitos de bobinas de aço laminadas a frio ou pré-pintadas. A indústria de eletrodomésticos exige qualidade de superfície consistente e tolerâncias de espessura rígidas para garantir que os painéis possam ser formados, soldados e pintados sem defeitos. Bobinas de aço revestidas resistentes a impressões digitais – com um tratamento de superfície especial que minimiza marcas visíveis de dedos – tornaram-se cada vez mais populares para acabamentos de eletrodomésticos premium.
A folha-de-flandres – aço laminado a frio revestido com uma camada muito fina de estanho – é um dos produtos originais de aço revestido e continua indispensável para latas de alimentos e bebidas, recipientes de aerossol e latas de tinta. O aço utilizado deve ser extremamente fino (até 0,1 mm), muito plano e livre de defeitos superficiais para ser formado nas altas velocidades das modernas linhas de fabricação de latas. O aço sem estanho (TFS), revestido com óxido de cromo em vez de estanho, também é amplamente utilizado como uma alternativa econômica em embalagens não alimentícias.
Bobinas de aço desempenham um papel crescente no sector da energia. Bobinas de aço elétrico – tiras laminadas a frio de liga de silício com propriedades magnéticas cuidadosamente controladas – são perfuradas em laminações para núcleos de motores elétricos e núcleos de transformadores. À medida que o número de veículos elétricos e de instalações de energia renovável cresce, a procura por bobinas de aço elétricas de alta eficiência está a acelerar. Sistemas de montagem de painéis solares, seções de torres eólicas e aços para dutos também são fabricados a partir de bobinas laminadas planas.
Mesmo provenientes de usinas respeitáveis, as bobinas de aço podem apresentar defeitos – alguns herdados do processo de fabricação do aço, outros introduzidos durante a laminação, revestimento ou bobinamento. Reconhecer esses defeitos ajuda a decidir se o material é adequado para uso, precisa ser rebaixado ou deve ser rejeitado. Os tipos de defeitos mais comuns incluem:
Com alto desempenho antiferrugem, eles são muito usados ...

O nome completo da BOBINA PPGI / PPGL é bobina de aço gal...
Porto:Zhejiang,China Vantagens de nossa bobina de aço ...

APLICAÇÃO DO PPGI Construção: Exterior: Oficina, armaz...




